
Технология изготовления художественного чугунного литья на холуницких заводах в посёлке Белая холуница Вятской губернии
Технология изготовления предметов художественного литья из чугуна на Холуницких заводах возникла в 30-е годы XIX века и активно развивалась до начала XX века. Для создания моделей использовались проекты профессиональных губернских архитекторов и каслинские образцы. Сама технология представляет собой традиционно ручной способ литья в песчаную форму, изготовленную по модели. Материалом для отливок служит дешевый и технологичный чугун.
Все изделия Холуницкого литья можно разделить на три категории: архитектурные элементы, садово-парковая мебель, кабинетное литьё. В годы советской власти художественные изделия практически не отливались, за исключением элементов парковой мебели. С 2000 года попытки возродить дело старинных мастеров осуществляют отдельные мастера-литейщики. Они пытаются точно скопировать старые образцы, иногда могут внести некоторые свои элементы. В настоящее время довольно богатая коллекция предметов чугунного литья находится в Белохолуницком районном краеведческом музее.

Белохолуницкий краеведческий музей, зал «Чугунное художественное литьё», часть экспозиции.
Город Белая Холуница Кировской области. Фото 2008 года.
«На Вятской земле в местном историко-краеведческом музее старинного рабочего городка Белая Холуница сосредоточено одно из самых полных в области и уникальное в своём роде собрание редких образцов металлопродукции когда-то знаменитой холуницкой школы чугунного художественного литья. Инженерный подход и высокое искусство художественной обработки металла заводских изобретателей и искусных мастеров-литейщиков, достигших в этом виде творчества удивительной виртуозности и мастерства, позволяют получать на вятской земле истинные шедевры литого интерьерного дизайна и малых форм архитектурно-декоративного зодчества»[1].
XVIII век – время реформ Петра I, развития российской промышленности, стремительного рывка в развитии металлургии. Первые уральские заводы строились для удовлетворения военных потребностей. По мере развития эти заводы стали выпускать разнообразную продукцию для бытовых нужд и украшения строений. «В конце прошлого [XVIII] века широкое признание получили отливки Каслинского, Кусинского, других уральских заводов, обозначенные в торговых прейскурантах словами: «кабинетная скульптура». Однако задолго до её появления, а позднее, параллельно с ней, заводы производили в огромных количествах продукцию, получившую самый широкий спрос – чугунные плиты для полов и памятников, печные приборы, садовую мебель, украшения к фасадам зданий, беседки, павильоны»[2].
Начало производства художественного чугунного литья на Холуницких заводах можно отнести ко второй половине XVIII в. Оно было связано с необходимостью удовлетворять насущные потребности железоделательного завода и местного населения (печные дверцы, утюги и т.д.).
В 1765 году один из заводов – Климковский - изготовил для устройства полов Кафедрального собора города Вятки 2000 напольных чугунных плит, украшенных фигурным орнаментом в стиле классицизма и готики. «По анализу декора и качества изготовления плит можно судить о высочайшем уровне литейного искусства холуницких мастеров и соотнести их работу с лучшими образцами литейной продукции всемирно известного Королевского литейного завода Леонардо Поша в Берлине»[3].
С середины XVIII века начинается широкое использование промышленного художественного чугунного литья в архитектуре городской и церковной среды Вятского края. В это время спрос на производство и поставку белохолуницких высокохудожественных отливок из чугуна с каждым годом всё возрастает и становится весьма значительным. Первым серьёзным заказом для Холуницкого завода стал заказ вятского губернатора на изготовление решеток для Александровского сада по проекту архитектора Александра Лаврентьевича Витберга в 1837 году.

Фрагмент ограды Александровского сада, город Киров. Литьё Холуницких заводов, 1838 год. Фото Михаила Валентиновича Курочкина, 8 августа 1995 года.
Сам факт удачного выполнения провинциальным заводом заказа по моделям профессионального архитектора, приехавшего из столичной мастерской, стал для холуницких мастеров школой литейного искусства. Вот как описывает это изделие Михаил Валентинович Курочкин: «Решетка была выполнена в ритмическом направлении стиля классицизм. <...> Решетка состоит из квадратных ажурных чугунных звеньев, установленных на каменном цоколе. <...> Тонкие вертикальные стержни украшены в средней части вставками ромбовидной формы, вытянутой по горизонтали за счёт колец. Центр каждой вставки представлен солярным символом, окаймлённым лавровым венком и окантованным листом. Каждый прут напоминает ствол дерева со снятой на 2/3 корой, и за счёт образовавшегося перепада толщины вырисовалась иллюзорная полоса в нижней части всей длины решетки. Вверху проходит сквозной орнаментальный фриз, образованный из разомкнутых на вершине колец, древнегреческого меандра и раздвоенной вершины каждого прута. Между звеньями – чугунные столбы с шарами на завершии. Створки ворот исполнены в виде упрощённого варианта каждого звена решётки и являются гармоничным дополнением «пропилей» главного входа Александровского сада. Эта сложная работа и положила начало художественному литью в Вятской губернии»[4]
Второй ещё более крупный заказ на литьё Холуницкие заводы выполнили для губернского центра в 1896 году. Это был заказ на отливку решётки ограды и ворот для Александро-Невского собора, постройка которого по чертежам Витберга проводилась с 1839 по 1864 год. Эскиз был сделан архитектором Иваном Аполлоновичем Чарушиным. «В рисунок ворот и калиток, расположенных против каждого из фасадов, были вкомпонованы гербы Вятской губернии и уездов. Решетка была выполнена в лучших традициях готики, но, несмотря на стилистические отличия, удачно сочеталась с общей композицией собора за счёт арок восьми калиток, повторяющих рисунок куполов. Решетка оберегала участок по кругу с диаметром 90 сажен. В 1938 году вместе с разрушением храма была уничтожена и уникальная для Вятки решетка. Чудом сохранившийся вариант ворот Александро-Невского собора существует ныне в селе Вахрушево, у бывшего дома священника, где ранее была Вознесенкая церковь, построенная В. М. Дружининым в 1894 году»[5].
Всё художественное литьё, производимое на Холуницких заводах можно схематично подразделить на три типа: архитектурное, садово-парковое и кабинетное.
Архитектурное литьё.
Выдержав испытание на отливке решетки для Александровского сада, Холуницкие заводы начали активнее изготовлять решетки лестничных и балконных ограждений, полые чугунные колонны, ступени лестниц, печную гарнитуру и отопительные батареи. В 1880-90-е годы для городской архитектуры отливаются навесы парадных входов, лестничные марши, перила, колонны, напольные плиты, ворота, решетки оград, кронштейны для фонарей.
Архитектурное литьё отливали по проектам архитекторов и по каслинским образцам.
Кроме описанных выше решёток к архитектурному литью можно отнести изготовление в начале XX века по заказу Вятской Епархии и проекту Ивана Аполлоновича Чарушина решётки–ограды главного городского Свято-Екатерининского кафедрального собора в городе Слободском. «Её уникальность, строгость и величественность подчёркивается неповторимой красотой и безупречностью высокого метало-художественного исполнения этой тончайшей дизайнерской работы, что создаёт ощущение утренней свежести и удивительной изящности всего этого функционального архитектурно–декоративного сооружения. В настоящее время ограда–решётка Свято-Екатерининского кафедрального собора как художественное произведение является одним из самых значительных памятников металло-декоративного церковного зодчества и продолжает привлекать к себе внимание многих прихожан и паломников, усиливая ощущение высокой духовности и святости этого кафедрального храма»[6].
Особым художественно-декоративным и конструкторским решением также выделяются главные въездные двухстворчатые Святые врата Крестовоздвиженского мужского монастыря в городе Слободском. Сама конструкция монастырских ворот в полной рабочей сборке с декоративными решётками, как достаточно сложное инженерное сооружение, представляет собой высокохудожественное произведение металло–декоративного искусства. Руководил всем этим комплексом тончайших, почти ювелирных, работ крупный специалист в области металлургии и изобретательства управляющий заводами Андрей Андреевич фон Зигель. «Сложнейшая паутина ажурных кружевов и чугунных узоров этой дверной конструкции выполнены в стиле барочного декора и во многом напоминают изящный рисунок решётки парадных ворот знаменитой церкви Святого Клемента в Праге. Эта строгая красота гармонии безупречно найденных чётких геометрических форм и пропорций художественного орнамента всей конструкции ворот была по достоинству оценена в начале XX века на международной выставке в Париже. Сегодня декоративные решётки Крестовоздвиженского монастыря являются уникальным памятником исторического и культурного наследия в области творческого применения металлических материалов в монументальных и малых художественных формах городской и церковной архитектурной среды»[7].
Значительную группу уникальных памятников художественного чугунного литья, изготовленных мастерами Холуницких заводов, составляют лестничные интерьерные марши. В литье ступеней парадных лестниц могли применяться сразу 2 типа орнаментов – растительный и геометрический. К одному из таких замечательных памятников инженерного и литейного искусства следует отнести парадную лестницу дома Главного управляющего Холуницких заводов в городе Белая Холуница в стиле барокко, где «геометрические формы проступей плит явно не сочетаются с пышностью растительного орнамента лестничных косоуров»[8].
К аналогичным шедеврам чугунного литья следует отнести также парадные лестницы Земской больницы и Реального училища города Слободского, женской гимназии и магазина купцов Красильникова и Кардакова в Вятке и других общественных учреждений.

Фрагменты лестницы в Белохолуницком краеведческом музее (бывшее здание заводоуправления): напольные плиты и балясины.
Литьё Холуницких заводов, конец XIX века. Фото Екатерины Леонидовны Повышевой, 10 января 2014 года.
В самой Белой Холунице есть достаточно много памятных мест, где сегодня можно увидеть и оценить художественное мастерство заводских литейщиков того времени. Исторический центр города – это комплекс строений, который начинается от здания «Каменного магазина» (бывшей заводской лавки). Далее он продолжается зданием заводоуправления и завершается на высшей ноте всего ансамбля – зданием дома управляющего заводами. К этому же комплексу примыкало парадное крыльцо заводской больницы (ныне утрачено), и ряд других примечательных общественно-значимых зданий и особняков.


Крыльцо запасного выхода бывшего инфекционного отделения районной больницы, в настоящее время утрачено.
Литьё Холуницких заводов, 1897 год. Фото Сергея Николаевича Шулакова, 26 августа 2015 года.
«Архитектура здания заводоуправления [ныне – здание Белохолуницкого районного краеведческого музея] украшена литыми перилами, колоннами, плитами, подвесками для фонарей. Кованая решетка на крыше содержит текст: «1762 год. ГЛАВНОЕ УПРАВЛЕНИЕ ХОЛУНИЦКИХ ЗАВОДОВ. 1893 год». 1762 – это год основания первого из группы Холуницких заводов – Климковского, 1893 год – дата постройки здания. Над крылечком – литая кружевная вязь, в центре – герб последнего владельца завода Альфонса Фомича Поклевского-Козелл. <...> Внутри зданий устроены лестницы и перила, тоже отлитые из чугуна, украшенные витым орнаментом. Вся композиция орнаментировки перил идет не цельной плитой, а отдельными вертикальными балясинами. Во всех отдельно взятых деталях чётко прослеживается загрузка декором. В нижней части растекающиеся, состоящие из двух волют утолщения напоминают подставку-базу коринфской колонны. Балясинам характерна ажурность переплетенных линий с растительным орнаментом русско-византийского стиля. Декоративная центровка, находящаяся по середине балясины, выполнена в виде солярного символа и «держит» всю композицию изделия»[9].
К архитектурному литью можно отнести также и специфическое печное литьё. Строители постоянно требовали огожные дверцы, вьюшки, заслонки, печные дверки, украшенные различными рельефными изображениями. В некоторых старых зданиях города Белая Холуница можно и ныне встретить старинные узорчатые печные дверцы.
Садово-парковая мебель.
Стремление архитекторов использовать чугун привело к решению создать литую мебель: скамейки, стулья, диваны и столы, которые могли бы украсить парковые аллеи и усадебные уголки, беседки и галереи. Такая «вечная мебель» появилась к концу XIX века. Были приняты свойства чугуна противостоять времени, его неуступчивость капризам погоды, готовность принять любую необходимую форму[10].
Такая мебель стояла в беседках господского парка около дома управляющего округом Андрея Андреевича фон Зигеля, а маленькие литые скамьи украшали площадь церковной ограды Воскресенской церкви.
В Белохолуницком краеведческом музее хранится садовый чугунный стол как яркий образец садово-парковой литой мебели (литьё Холуницких заводов конца XVIII – начала XX века). Высота стола – 60 см, диаметр столешницы – 64 см. Столешница выполнена в форме восьмиугольника. В центре столешницы многоугольная фигура с гладкой поверхностью. По периметру – рельефный рисунок, включающий в себя образцы изделий холуницких мастеров (рисунки садовых решёток, перекрещенные балясины). Повторены в миниатюре изображения 11 гербов, вероятно те, что были использованы в решетке ограды Александро-Невского собора в Вятке. Это герб Вятской губернии и 10 гербов вятских уездов. Уездные гербы, окружённые растительным орнаментом, расположены относительно губернского центра соответственно географическому положению уездов.
В центре периметра - герб Вятки (рука с луком и стрелой, выходящая из облака). В западном направлении: герб Орловского уезда (птица орел), герб Котельнического уезда (котел). В юго-западном: герб Нолинского уезда (летящий лебедь), герб Яранского уезда (две дикие утки), герб Уржумского уезда (дикий гусь). В восточном направлении: герб Слободского уезда (две скрещенные верши для ловли рыбы), герб Глазовского уезда (открытый человеческий глаз), герб Сарапульского уезда (рубленый город на горе). В юго-восточном направлении: герб Елабужского уезда (дятел на пне), герб Малмыжского уезда (летящий ястреб).
Две ножки стола отлиты вместе с кронштейнами в виде стилизованных стволов молодых берез со спиленными ветками. Каждая ножка представляет два «ствола», сходящиеся в средней части и расходящиеся внизу. Ножки стола соединены маленькой перекладиной. Все четыре «ствола» оканчиваются овальными «лапками». Моделью данного стола мог послужить чугунный столик Каслинского завода со знаками Зодиака на поверхности столешницы. Холуницкие мастера отнеслись творчески к уральской модели, представив в изображениях элементы своей продукции.
«В 1972 году в Климковке был найден литой чугунный диван – дело рук холуничан – точная копия каслинского, исполненного в готическом стиле. Некогда такие диваны и чугунная ограда с воротами украшали территорию Воскресенской церкви, построенной в 1860 г. архитектором А. С. Андреевым в Белой Холунице».


Садовый стол и двухместный диван. Литьё Холуницких заводов второй половины XIX века. Фото Валентины Петровны Повышевой, 13 марта 2019 года.
Кабинетное литьё.
В 90-е годы XIX века владелец Холуницких заводов Альфонс Фомич Поклевский-Козелл наладил регулярное производство небольших утилитарных вещиц кабинетного назначения. Таким образом, Холуницкий завод стал крупным поставщиком архитектурного и кабинетного литья для губернии.
«Кабинетное литьё» - художественная продукция, предназначенная для мужского кабинета: декоративные пепельницы, лоточки для перьев и карандашей, ажурные настенные тарелки, бюсты и настольные скульптуры. Менее изящные, чем каслинские, изделия заводов Холуницкого горного округа, тем не менее, пользовались большой популярностью у местного населения. «На основании изучения имеющихся образцов камерного литья Белохолуницкого завода можно говорить, что здесь изготовляли наиболее простое в технологическом отношении ажурное и рельефно-плоскостное литьё функционального и интерьерного назначения. Качество художественных отливок с 1890-х годов до 1902 года было хорошее, литьё чистое и четкое. Изделия имеют черное покрытие. Но, в отличие от знаменитого каслинского и кусинского кабинетного литья эти предметы более толстостенные и более тяжелые, а самое главное – отсутствует чеканка изделий. Более ранние изделия, вероятно первые пробные образцы художественного литья 1880-х годов, могут иметь естественный цвет чугуна без защитного покрытия. Это литьё с грубой фактурой, металл визуально зернисто-пористого характера, также отсутствует чеканка (настенные барельефы с изображением апостола Петра и апостола Иоанна). Отливки, если только это были не повторы уральского литья, имеют рельефный растительный декор или анималистический характер. Встречаются предметы курьёзного плана, например, лоточек в виде свиньи, съевшей человека. В целом, вещи не имеют своей оригинальной стилистики и все очень разные по своим художественным достоинствам»[12].
В залах Белохолуницкого районного краеведческого музея можно полюбоваться предметами коллекции кабинетного литья. Это - подсвечники, керосиновые лампы с литым основанием в виде гнома или бочонка, пепельницы в виде смородиновых и виноградных листьев, декоративные настенные украшения и маскароны («Голова чёрта), статуэтки, бюсты императоров Александра II и III, шкатулки, формы для печенья и другие.

Тарелка ажурная с изображением Нептуна и русалок. Литьё Холуницких заводов, вторая половина XIX века. Фото Екатерины Леонидовны Повышевой, 27 сентября 2013 года.
Внимание посетителей районного краеведческого музея всегда привлекает ажурная шкатулка. Эту семейную реликвию подарил музею ветеран войны и труда Николай Петрович Тетерин. Шкатулку отлил его отец литейщик завода Петр Тетерин.
При всей спорности холуницких чугунных изделий в плане их художественно-эстетической ценности как предметов кабинетного литья, «эти вещицы играли большую роль в формировании предметного мира и интерьерной среды обитания местного населения, пользовались спросом и популярностью и на региональном уровне»[13].
Изделия кабинетного литья охотно принимали в качестве презента как заводовладельцы, так и более высшие чины царской России. Например, в ноябре 1898 года на 25-летие владения заводами Поклевскому-Козелл и сыновьям мастеровые преподнесли чугунное ажурное блюдо с хлебом и солью. Блюдо по окружности дна имеет надпись: «Викентию Альфонсовичу и Марии Михайловне от мастеровых Холуницких заводов 10 июня 1884 года» В центре – изображение герба Поклевских, по бортам 8 барельефов с изображением заводских механизмов и зданий. Так рабочие выразили признательность владельцам завода, поскольку ими были вложены достаточные средства в строительство школ, библиотек, благотворительную деятельность, торговлю. Блюдо хранится в краеведческом музее Екатеринбурга.
«Большинство предметов художественного литья Холуницких заводов не имеют клейм, что затрудняет их научную атрибуцию»[14]. Действительно, большая часть изделий камерного литья выпускалась по образцам Каслинского и Кусинского заводов, в то же время был создан самостоятельный художественно-бытовой ассортимент кабинетных вещей. В случае, когда моделями для отливок служили готовые изделия Каслинского и Кусинского заводов, их клейма убирались. На своих же изделиях оригинального характера, не связанных с образцами, ставилось клеймо завода: в прямоугольной рамке аббревиатура – «ХЗПК» (Холуницкие заводы Поклевских-Козелл), просто две буквы «ХЗ» без рамки или название «Холуницкий завод».

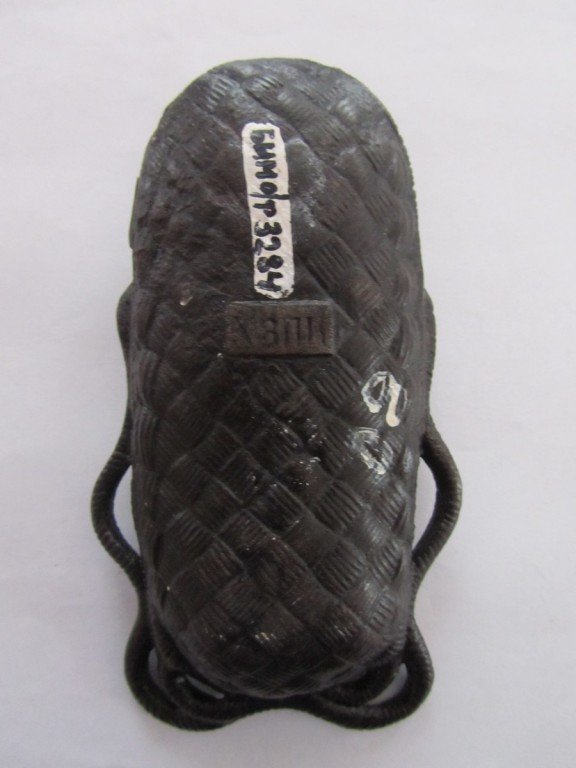
Пепельница «Лапоть»: вид сверху и снизу с заметным клеймом Холуницких заводов. Литьё Холуницких заводов, вторая половина XIX века.
Фото Екатерины Леонидовны Повышевой, 27 сентября 2013 года.
Известно, что уральские заводовладельцы отсылали своих крепостных на обучение литейному искусству в Петербург, Москву, Тулу, либо оттуда присылали мастеровых для передачи опыта[15]. Об обучении холуницких мастеровых данных нет. Однако известный металлург Михаил Александрович Павлов восторгался белохолуницкими мастерами-умельцами, которые достигли в своей работе виртуозности: «Они могли отливать сложные машинные части и кабинетные вещи по образцам Каслинского завода. Особое удивление Михаила Александровича вызывали рабочие, которые выполняли работу без чертежа, по одному только устному разъяснению. Таким был литейщик Юсупов»[16]: «Этот Юсупов, кстати сказать, был большой мастер, артист своего дела: он отливал и сложные машинные части, и кабинетные вещи по образцам Каслинского завода. Когда инженеры спрашивали его, не слишком ли сложна будет такая-то модель, можно ли по ней отлить изделие, Юсупов неизменно говорил: «Сделайте вы какую угодно модель, я сделаю отливку»…<...>. Я спросил затем мастера механической, нет ли у него столяра, который бы без чертежа, по моему указанию, переделал модели. – У нас есть такой столяр – Алпатов, я его сейчас позову. Я увидел перед собой высокого стройного рабочего с интеллигентным лицом <...>. Алпатов был замечательный модельер».[17]
Школой обучения для местных мастеров были, скорее всего, жизненные обстоятельства. Шесть раз за свою историю холуницкие заводы переживали кризис. Мастера уезжали на Урал, в Сибирь. Вернувшись в посёлок, они иногда привозили образцы художественного литья с других заводов, в частности Каслинского и Кусинского. Те, кто оставался дома, пытались кустарным способом производить мелкое литьё, использовали кузнечные навыки, приобретенные на заводе.
Например, во время ремонта дома учителей Стрельниковых по ул. Комсомольской в городе Белая Холуница в подвальном помещении (высота выше человеческого роста) музейные работники обнаружили вкопанный в центре подвала агрегат (новые хозяева так и не смогли его выкопать) и очень много заготовок литья – детали для ажурных полочек, подставки для часов, спичечницу «Муха», пепельницу «Броненосец», статуэтку «Медведь на полянке» и другие заготовки. Возможно, до Стрельниковых здесь жил литейщик.
«Творческие успехи и достижения белохолуницких изобретателей и талантливых литейщиков неоднократно отмечались дипломами и медалями крупнейших Всероссийских выставок и промышленных ярмарок, в том числе в Екатеринбурге – 1887 год, в Казани – 1890 год, в Нижнем Новгороде – 1896 год и других широко известных торгово-выставочных мероприятий. Лучшим заводским изобретателям и мастерам – умельцам по художественной отливке металла горным департаментом по представлению управляющего горнозаводским округом в награду за творческий труд выдавались «Почётные кафтаны», обшитые золотым галуном, как ордена высокопоставленных чиновников. Награждённые рабочие и мастера с гордостью носили такие парадные кафтаны по воскресеньям и ходили в них на торжественные и праздничные богослужения в свои православные церкви»[18].
«По существу Белохолуницкий железоделательный завод в последней четверти XIX – начале XX века стал третьим крупным и, возможно, альтернативным по отношению к Каслинскому и Кусинскому предприятием по производству художественного металла – архитектурного и кабинетного литья, обеспечивавшим население всего вятского региона»[19].
В советский период художественное чугунное литьё практически отсутствовало в ассортименте продукции Белохолуницкого машиностроительного завода за исключением некоторых предметов садово-парковой мебели (садовые скамейки с вензелем «БХЗ»).
С 2000 года возрождается интерес к литейной продукции, что связано с растущей популярностью кованых украшений и изделий.
Технология с внедрением современных достижений применялась на предприятии ООО «Промышленное литьё БХМЗ» и в мастерской Виталия Геннадьевича Еремина и Алексея Владимировича Лопатина с неполным технологическим циклом. Художественные предметы отливают здесь нерегулярно (по мере поступления заказов). Ассортимент: тротуарные плиты, балясины, столбики, ограждения, подлокотники для садовых скамеек и другие. Мастера стараются повторить старые модели, но могут включить в исполнение свои элементы и украшения. Они иногда участвуют в общегородских фестивалях и праздниках с рекламой своей продукции.
Изделия чугунного художественного литья Холуницких заводов хранятся в коллекциях Кировского областного, Слободского, Белохолуницкого районных музеев и в музеях других городов.
Наличие в архитектуре элементов художественного чугунного литья выделяет Белую Холуницу в ряду вятских районных центров как представителя специфической заводской культуры Урала. Эта культура в свою очередь наносит отпечаток на характер местного сообщества, являясь предметом гордости за 255-летнюю историю родной земли. К сожалению, в настоящее время деятельность Белохолуницкого завода прекращена. Однако в местном музее хранится чугунная плита с отлитой надписью: «7 ноября 1902 г. Холуницкие горные заводы прекратили своё действие за недостатком оборотных средств, оставив рабочее население в самом тяжёлом положении. Высочайшими повелениями Государя Императора Николая II от 1-го и 21-го февраля 1903 г. заводы возобновили своё действие средствами казны 4 марта 1903 г. Благодарное население Холуницкого Горного округа сделало настоящую надпись для сохранения в памяти потомства на вечные времена сей величайшей Высочайшей милости».
Возможно, история завода ещё сделает новый виток.
Ссылки на источники:
[1] Повышев И. А. Участие изобретателей Белохолуницкого машиностроительного завода в создании шедевров чугунного художественного литья //Музей и судьбы. - Слободской, 2011. – с. 88-89
[2] Седова М. В, Пешкова И. М. Музыка, застывшая в металле. – Екатеринбург, 2002. – с. 8
[3] Повышев И. А. Участие изобретателей Белохолуницкого машиностроительного завода в создании шедевров чугунного художественного литья //Музей и судьбы . - Слободской, 2011. – с. 88-89
[4] Курочкин М. В. Белая Холуница. Принципы зарождения и развития художественного литья из чугуна // Народная художественная культура. – Ижевск, 1998. – с. 50.
[5] Курочкин М. В. Белая Холуница. Принципы зарождения и развития художественного литья из чугуна // Народная художественная культура. - Ижевск, 1998. – с. 51-52
[6] Повышев И. А. Участие изобретателей Белохолуницкого машиностроительного завода в создании шедевров чугунного художественного литья //Музей и судьбы. - Слободской, 2011. – с. 88-89
[7] Повышев И. А. Участие изобретателей Белохолуницкого машиностроительного завода в создании шедевров чугунного художественного литья //Музей и судьбы. - Слободской, 2011. – с. 88-89
[8] Седова М. В, Пешкова И. М. Музыка, застывшая в металле. – Екатеринбург, 2002. – с.25
[9] Курочкин М. В. Белая Холуница. Принципы зарождения и развития художественного литья из чугуна // Народная художественная культура : Ижевск, 1998. – с. 51.
[10] Седова М. В, Пешкова И. М. Музыка, застывшая в металле. – Екатеринбург, 2002. – с.80
[11] Курочкин М. В. Белая Холуница. Принципы зарождения и развития художественного литья из чугуна // Народная художественная культура : Ижевск, 1998. – с. 51.
[12] Малаева З. Редкости из Белой Холуницы // Антиквариат, предметы искусства и коллекционирования. – 2003. – март-апрель. – с. 87
[13] Малаева З. Редкости из Белой Холуницы // Антиквариат, предметы искусства и коллекционирования. – 2003. – март-апрель. – с. 87
[14] Там же. – с. 86
[15] Седова М. В, Пешкова И. М. Музыка, застывшая в металле. – Екатеринбург, 2002. – с. 47
[16] Курочкин М. В. Белая Холуница. Принципы зарождения и развития художественного литья из чугуна // Народная художественная культура: Ижевск, 1998. – с. 51.
[17] Павлов М. А. Воспоминания металлурга. – Киров, 1992. – с. 141.
[18] Повышев И. А. Участие изобретателей Белохолуницкого машиностроительного завода в создании шедевров чугунного художественного литья //Музей и судьбы / Слободской, 2011. – с. 88-89
[19] Малаева З. Редкости из Белой Холуницы // Антиквариат, предметы искусства и коллекционирования. – 2003. – март-апрель. – с. 86
Современное бытование объекта:
Архитектурные элементы и детали в городской среде:
- Решетка ограды и ворота (1838 год), город Киров, Александровский сад;
- Святые врата (1901 год). Кировская область, город Слободской, Крестовоздвиженский Богоявленский мужской монастырь;
- Парадные лестницы Земской больницы, Кировская область, город Слободской, ул. Советская, д. 90;
- Парадные лестницы Слободского реального училища, Кировская область, город Слободской, ул. Ленина, д. 69
- Парадные лестницы женской гимназии в Вятке, г. Киров, ул. Московская, д. 35;
- Архитектурные элементы на зданиях в городе Белая Холуница Кировской области:
- Дом управляющего Холуницкими заводами, 1895 год постройки (ныне муниципальная средняя общеобразовательная школа № 2 имени В. И. Десяткова): крыльцо, навес, кронштейны, лестница, колонны, напольные плиты. Кировская область, город Белая Холуница, улица Ленина, дом № 2;
- Заводоуправление, 1893 год постройки (ныне Белохолуницкий районный музей): крыльцо, навес, кронштейны, лестница здания, напольные плиты, колонны, решетка на крыше. Кировская область, город Белая Холуница, ул. Усатовой, д. 2;
- Заводская торговая лавка и склады, 1897 год постройки (в советский период
- Гастроном № 1 «Каменный магазин», в настоящее время – «Вятка-банк» и др. организации): напольные плиты, два крыльца, кронштейны , 4 пары колонн. Кировская область, город Белая Холуница, ул. Ленина, д. 10;
Другие здания городов Кировской области;
Коллекция кабинетного литья и садово-парковой мебели:
- Муниципальное бюджетное учреждение культуры «Белохолуницкий районный музей». Кировская область, г. Белая Холуница, ул. Усатовой, д. 2. В настоящее время коллекция предметов чугунного художественного литья существует в фондах Белохолуницкого районного музея и насчитывает около 150 предметов. Здесь представлено кабинетное литьё, элементы архитектурной и садово-парковой культуры (например, лестница в здании музея, ведущая на второй этаж, полностью является предметом старинной технологии).
Производственный процесс:
- Мастерская Виталия Геннадьевича Еремина и Алексея Владимировича Лопатина. Россия, Кировская область, г. Белая Холуница, улица Кооперативная, д. 3
Принадлежность объекта: этнос/группа: русские, группа населения Вятско-Камского бассейна.
Конфессия: православие
Язык: русский, наречие - северо-русское.
История выявления и фиксации.
Специалисты и знатоки художественного литья отмечают неизученность истории и бытования этого ремесла: «Специальных исследований по истории камерного литья из чугуна Холуницкого завода не существует, за исключением нескольких небольших публикаций об отливке архитектурного литья и единичного упоминания об изготовлении на заводе в конце XIX века кабинетных вещей»[1]; «Истинные причины зарождения и развития художественного литья остались фактически незамеченными. Специальных работ, отражающих вопросы отношения заводовладельцев и администрации к имевшему место на горных заводах художественному литью и их участию в формировании художественного облика городов Вятской губернии, практически нет»[2].
Чертежи и документы по технологии изготовления художественного литья не сохранились в заводском архиве. «31 декабря 1919 года в 8 часов вечера по неизвестным причинам вспыхнул пожар, загорел второй этаж старого механического цеха, через 15 минут уже горел нижний этаж и технический отдел завода (сейчас модельное отделение). Сгорели в нём все документы по истории завода и все чертежи по сельхозмашиностроению и технический архив»[3].
Местный журналист и краевед Игорь Владимирович Порошин некоторое время вёл переписку с известным краеведом Вятки А. Тинским, автором труда «Планировка и застройка города Вятки в XVII-XIX веков», где упоминаются литые архитектурные элементы того времени. Позже Игорь Владимирович опубликовал несколько статей в районной газете «Холуницкие зори», посвящённых художественному чугунному литью Холуницких заводов.
В настоящее время можно отметить несколько работ, связанных с этой темой.
Некоторые сведения дают доклады доктора технических наук, члена Российского отделения ЮНЕСКО, академика, почётного гражданина города Слободского академика РАЕН Игоря Анатольевича Повышева (Санкт-Петербург), сделанные в 2008 году на научно-практической краеведческой конференции и в 2009 году на политехнических чтениях в городе Слободском.
Заинтересовался историей холуницкого художественного литья доцент кафедры компьютерных технологий Института искусств и дизайна Удмуртского государственного университета Михаил Валентинович Курочкин. В его докладах и публикациях приводятся современные адреса бытования изделий в г. Кирове.
Не обошла вниманием холуницкие работы известный эксперт в области культурных ценностей, в особенности чугунного литья, археолог и историк Замира Гафаровна Малаева. В журнале «Антиквариат, предметы искусства и коллекционирования» помещена статья об особенностях холуницких изделий.
В кругах коллекционеров известен коллекционер-исследователь предметов художественного литья из металла Юрий Сергеевич Полюшкин. Он представлял изделия холуницкого литья на выставке в Москве в 2003 году, где Холуницким заводам был отведён специальный стенд, сделал сообщение о Горнозаводском Холуницком округе на научно-практической конференции, безвозмездно отреставрировал около 50 предметов, хранящихся в фондах Белохолуницкого и часть предметов Слободского музея. В своё время он намеревался издать книгу о холуницком литье.
Часто упоминаются изделия холуницких мастеров, представлены их фотографии в книге М. В. Седовой и И. М. Пешковой «Музыка, застывшая в металле» (Екатеринбург, 2002), изданной к 300-летию уральской металлургии.
Предметы и элементы чугунного художественного литья Холуницкого завода существовали в городской среде с момента их появления. Они стали неотъемлемой частью городской среды. Многие вещи использовались в быту, носили утилитарный характер, служили украшением у служащих завода. Жители города передали в дар музею несколько предметов из личных домохозяйств.
В настоящее время архитектурное литьё существует в виде элементов украшения зданий, часто не относящихся к памятникам культуры. Некоторые предметы садово-парковой культуры и архитектуры попали в музей после разрушения Белохолуницкой Воскресенской церкви. С 1970 года целенаправленный сбор предметов чугунного художественного литья проводился работниками заводского музея, затем районного краеведческого.
Поиск и выявление предметов и сведений о технологии и истории художественного литья продолжается по настоящее время.
Ссылки:
[1] Малаева Замира Редкости из Белой Холуницы // Антиквариат, предметы искусства и коллекционирования. – 2003. – март-апрель. – с. 85-87
[2] Курочкин М. В. Белая Холуница. Принципы зарождения и развития художественного литья из чугуна // Народная художественная культура : Ижевск, 1998. – с. 49
[3] Сомов, Н. П. Сборник материалов по истории Белохолуницкого завода по производствам: железоделательному, сельскохозяйственному машиностроению и подъемно-транспортному оборудованию. 1764-1964 гг. [неопубл.]
Состояние и форма бытования.
Форма бытования технологии изготовления художественного литья – реконструированная.
До наших дней сохранились элементы архитектуры, сделанные по старинной технологии художественной отливки.
К сожалению, не сохранились до настоящего времени:
- крыльцо, навес, лестница, колонны крыльца, заводской (бывшего инфекционного отделения районной) больницы по адресу: Кировская область, город Белая Холуница, улица Здравоохранения, дом 5 (1897 год)
- ограда и ворота Александро-Невского собора в городе Вятка (1839-1864-е годы) и многие другие элементы архитектурного литья.
За годы Советской власти технология чугунного художественного литья почти не использовалась. Перед Белохолуницким машиностроительным заводом стояли другие задачи по выполнению производственных планов. Однако существующие архитектурные элементы сохранялись, в частности под охраной государства находилось здание заводоуправления как памятник архитектуры регионального значения.
90-е годы XX века привели к хищническому истреблению металлических элементов на зданиях и в городской среде. Возможно, многие вещи были просто сданы в металлолом. Практический интерес к старинной технологии и производству художественных изделий возродился только после 2000 года. Технологию художественного литья пыталось применить общество с ограниченной ответственностью «Промышленное литьё БХМЗ» (с внедрением современных достижений) и мастерская Виталия Геннадьевича Еремина и Алексея Владимировича Лопатина (неполный технологический цикл). Мастера–модельщики Виталий Геннадьевич Еремин и Алексей Владимирович Лопатин сделали попытки воссоздать несколько изделий по старым образцам (были представлены на районном фестивале «Город мастеров» в 2013 году).
В настоящее время художественные изделия отливаются нерегулярно (по мере поступления заказов). В ассортименте: тротуарные плиты, балясины, столбики, ограждения, подлокотники для садовых скамеек и другое.
Существует высокая степень опасности исчезновения данной технологии по причинам:
- изменение экономических условий;
- экономическая политика руководства предприятия привела к фактическому прекращению существования Белохолуницкого машиностроительного завода;
- узкий рынок сбыта и спроса, отдалённость от крупных населённых пунктов;
- конкуренция со стороны более развитых предприятий;
- специфика технологии по художественному отливу, трудоёмкость и затратность необходимого цикла. Технология может развиваться только за счёт энтузиазма мастеров;
- отсутствие учебного центра по передаче мастерства, стихийность передачи опыта, уход мастеров в другую сферу деятельности.
Ценность.
В целом для Вятского края характерно было кустарное развитие художественных промыслов, в том числе и кузнечного. Технология же чугунного художественного литья на Холуницких заводах отличается тем, что, не являясь основным производственным циклом, подразумевает всё же использование сложных технологий на базе промышленного производства. В то же время мастера не были связаны стандартами и могли проявлять своё художественное видение и умение.
Холуницкое литьё уникально уже тем, что его аутентичную технологию в современных условиях практически невозможно возродить. Литьё производилось полным циклом на заводе, которого в настоящее время не существует, не сохранились чертежи и документы по художественным отливкам. Как отмечает исследователь Михаил Валентинович Курочкин, ценность художественного литья Холуницких заводов состоит не в исключительности и художественной особенности, а в преемственности его по отношению к традициям Уральского художественного металла в частности и Российского художественного металла вообще.
Несмотря на то, что здесь изготовляли наиболее простое в технологическом отношении литьё функционального назначения, художественные архитектурные отливки Холуницких заводов отличаются добротностью, конструктивной прочностью, пластичностью.
Способы передачи традиции.
Технология художественного литья в дореволюционной России передавалась из поколения в поколение естественным путём при бытовании в традиционной среде.
Мастера перенимали опыт уральских мастеров во время миграции в поисках работы на уральских заводах. Полученные знания использовались затем по возвращении на родной завод. Обучение технологии изготовления модели и производства литья происходило опытным путем. Опытный рабочий со стажем обучал ученика на рабочем месте. Период обучения от 3 до 6 месяцев. Эта традиция прервалась в советское время.
С 2000 года реконструированная технология с внедрением современных достижений применялась:
- на предприятии общества с ограниченной ответственностью «Промышленное литьё БХМЗ» (руководитель Сергей Андреевич Чеплашкин).
- в мастерской Виталия Геннадьевича Еремина и Алексея Владимировича Лопатина с неполным технологическим циклом. Россия, Кировская область, г. Белая Холуница, улица Кооперативная, д. 3
Реконструкция проводилась на основе общих принципов технологии литья и изучения образцов моделей. Оригинальные документы, чертежи и инструменты для художественного литья сгорели в пожаре 1919 года. Демонстрация изделий художественного литья мастеров Еремина и Лопатина проводилась на районном празднике «Город мастеров» 6 июля 2013 года.
С 2015 года ежегодно в начале июля в Белой Холунице проходит межрегиональный праздник «Фестиваль железа». Организаторы фестиваля: КОГКУ «Центр развития туризма Кировской области», Министерство развития предпринимательства, торговли и внешних связей Кировской области, администрация Белохолуницкого района. Мероприятие проходит в рамках развития событийного туризма в Кировской области. Принимают участие мастера не только из Кировской области, но и других городов (Москва, Пермь).
6 июля 2019 года состоялся уже V Фестиваль железа и популярность его растёт. Это мероприятие не имеет аналогов в России и направлено на сохранение, развитие и популяризацию традиционного для Белой Холуницы промысла обработки железа. К сожалению, здесь проводятся мастер-классы только кузнечного дела, поскольку для чугунно-литейного производства необходимо специальное оборудование и инструменты.
Вряд ли промысел чугунного литья возродится в полном цикле и масштабе, поскольку Белохолуницкий завод закрылся и более не действует.
О «Фестивале железа» можно найти информацию на многих сайтах.
Исторические сведения об объекте.
Место исторического бытования объекта - Холуницкий горный округ:
- Вятская губерния Слободской уезд Федосеевская волость Главнохолуницкий завод,
- Вятская губерния Слободской уезд Климковская волость Климковский завод,
- Вятская губерния Слободской уезд Черно-Холуницкая волость Черно-Холуницкий завод.
Еще со времен Древнерусского государства было известно о рудных богатствах Урала, но создание металлургической базы началось только в XVIII в. Жители Вятки и Слободского издавна занимались производством железных изделий, но использовали привозное железо из Сибири и Урала. Урал имел один существенный недостаток – отдаленность от центра России. В связи с этим во II четверти XVIII в. начались поиски рудных мест в районах, более близких к центру, в том числе в Предуралье, в бассейне реки Вятки.
Остатки древних рудных разработок в бассейнах Вятки и Камы называли «чудскими копями». Древние рудокопы брали руду с поверхности – «дерновую руду» или копали неглубокие колодцы - «дудки». Эти остатки в виде неглубоких шахт и ям служили для русских рудоискателей вехами при поиске руды.
Только в XVIII веке возникают благоприятные условия для создания металлургических заводов в Вятской губернии: Кирсинского (1729 г.), Климковского (1762 г.), Холуницкого (1764 г.), Омутнинского (1773 г.) и других. Постепенно образовались два горных округа: Омутнинский и Холуницкий. Округом считают горнозаводское хозяйство с замкнутым металлургическим циклом, включающим добычу руды, выжигание угля, плавку чугуна, выделку железа и прокат.
В Холуницкий горный округ входили две группы заводов. Первая группа - чугунолитейные: Климковский со вспомогательным Боровским и Чернохолуницкий. Вторая группа - железоделательные: Холуницкий со вспомогательными Богородским и Нижнетроицким, Залазнинские заводы (с 1886 г). Самым крупным предприятием округа был Холуницкий или Главнохолуницкий завод.
Место для строительства заводов выбирал молодой горный офицер Аникита Сергеевич Ярцов. «Белохолуницкий завод имеет славную более чем двухвековую историю. Основанный в 1764 г. Александром Ивановым Глебовым (один из близких придворных вельмож Екатерины II, носивший титул генерал-прокурора, кингкомиссара), завод был в течение многих десятилетий одним из ведущих в Вятской губернии и известен в России как железоделательный. <...> На заводе работали известные мастера своего дела: изобретатель способа изготовления броневых плит методом проката Василий Степанович Пятов [работал с 1855 по 1864 г.], известный металлург Михаил Александрович Павлов и другие»[1].
Почти полтора века, с 1764 по 1909 годы, Холуницкие заводы производили листовое, полосовое, круглое железо для Вятского края и для России. Холуницкое железо отличалось пластичностью и ковкостью. По отзывам современников, оно «мягкостью своею подобно более свинцу, нежели железу», изделия из него «признаются от всех художников за самые лучшие».
Литейное ремесло получило распространение на Холуницком заводе с 1855 года при содействии мастера-металлурга Василия Степановича Пятова. Тогда же здесь началось массовое производство художественного чугуна. Холуницкие мастера восприняли традиции уральского художественного металла и развили их в условиях вятской провинции.
Вторая треть XIX века – значительный рост литейного искусства на Холуницких заводах, выполнение заказов известных архитекторов на изготовление литых оград и архитектурных деталей. В 1880-1890-е годы для городской архитектуры отливаются навесы парадных входов, лестничные марши, перила, колонны, напольные плиты, ворота, решетки оград, кронштейны для фонарей, садово-парковая мебель.
Последняя четверть XIX, начало XX века – расцвет художественного архитектурного и регулярное производство кабинетного литья. Руководство заводом с 1882 по 1902 год осуществлял управляющий горный инженер Андрей Андреевич фон Зигель. В это же время завод участвовал и получал медали в российских кустарно-промышленных выставках. С 1893 по 1897 год построен административный и торговый центр посёлка в виде зданий с элементами архитектурного литья. В 1897 г. владельцы завода Поклевские-Козелл построили кирпичную литейную фабрику как вспомогательное производство завода и активно занялись выпуском архитектурного и кабинетного литья.
Холуницкий завод как железоделательный работал до 1909 года. С 1909 по 1916 годы он был закрыт по причине кризиса. С 1916 года завод перешел в аренду Вятского губернского земства, перепрофилирован в завод сельскохозяйственного машиностроения, позднее – в завод по изготовлению подъёмно-транспортного оборудования. Руководил заводом в этот период Александр Николаевич Иконников, который стал первым директором при Советской Власти.
В марте 1918 года Холуницкие горные заводы были национализированы по постановлению Уральского областного Совета народного хозяйства и переданы в ведение Вятского губсовнархоза. В апреле 1919 года в связи с приближением фронта гражданской войны завод пришлось эвакуировать в глубь страны. При эвакуации многие инструменты были утеряны. Пожар 23 декабря 1919 года причинил большой урон, особенно механическому и литейному цеху.
После окончания гражданской войны производство на заводе стало налаживаться. Проведена модернизация технического оборудования. Завод получил самостоятельность. В 30-х годах здесь производили сельхозинвентарь, плуги, окучники. Затем – предметы ширпотреба, слесарно-монтажный инструмент. С 1934 года развернулось производство машин: льнотрепалки, веялки. Выполнялись социальные заказы и заказы оборонной промышленности.
В 1941 г. произошло серьёзное переоборудование завода и усиление материально-технической базы за счёт эвакуированного в Белую Холуницу Никопольского завода тяжёлого машиностроения им. В. И. Ленина. Для Красной армии производили снаряды и спецножницы. Тогда же началось освоение подъёмно-транспортного оборудования (транспортёры, элеваторы, шнеки), а затем лифтового оборудования.
С 1950 г. заводская продукция экспортировалась за границу.
Период расцвета завода и города пришёлся на двадцатилетие 1965-1985 годов. Тогда Белохолуницкий завод являлся монополистом по выпуску цепных и ленточных элеваторов, катучих ленточных конвейеров. Посёлок Белая Холуница также преобразуется в лучшую сторону. 31 июля 1965 года ему присваивается статус города. Быстрыми темпами идёт строительство новых цехов завода, жилья для рабочих, социально-культурных объектов. Однако с развитием машиностроения на заводе почти прекратился выпуск литых художественных изделий. Иногда выполнялись эпизодические заказы, например, отливка чугунных подлокотников и ножек для садовых скамеек, в которых вензелем изображались буквы «БХЗ» (Белохолуницкий завод).
С 90-х годов XX века завод постепенно приходит в упадок. 24 сентября 1992 года было принято спешное решение о приватизации завода в акционерное общество открытого типа «АО Белохолуницкий завод». Главная продукция становится невостребованной, завод вновь скатывается к изготовлению ширпотреба. Новые хозяева завода не смогли наладить производство и найти применение заводским мощностям. Задержки заработной платы, отсутствие заказов привело к банкротству предприятия и его разрушению. С конца 2018 года завод прекратил своё существование. Оборудование, инструменты и станки вывезены в качестве металлолома, здания разрушаются.
Судьба технологии чугунного художественного литья в настоящее время находится полностью в руках мастеров-энтузиастов Виталия Геннадьевича Еремина и Алексея Владимировича Лопатина.
Ссылка: [1] Курочкин М. В. Белая Холуница. Принципы зарождения и развития художественного литья из чугуна // Народная художественная культура : Ижевск, 1998. – с. 50
Социологические предпосылки возникновения объекта.
Культурный и бытовой уклад населения Белой Холуницы несколько отличается от общего уклада Вятского края с его характерной эстетикой крестьянского быта. Здесь более выражены черты культуры горнозаводского посёлка. «В культурном и эстетическом понимании каждый горный посёлок следует рассматривать как целостную модель со своеобразным укладом жизни с почти трёхвековой историей самосознания и миропонимания. Это было своего рода самостоятельное образование, находящееся внутри Российского государства»[1].
Элементы быта и общения богатых заводчан XIX века вполне соответствуют последним веяниям моды. Простые рабочие, которые зачастую не являлись потомственными пролетариями, а еще недавно принадлежали к категории «заводских крестьян», также стремятся приблизиться к городу. Технология художественного чугунного литья наглядно демонстрирует как в своих сюжетах и изделиях мастера стараются ориентироваться если не на европейскую, то уж точно столичную культуру. Получается взаимопроникновение городской и крестьянской этнокультур.
Рабочие понимают ценность своей деятельности, они часто не заинтересованы в сохранении крестьянских традиций и обрядов, имеют ярко выраженную революционность сознания. В то же время им нелегко порвать вековую связь с родовыми корнями, поэтому крестьянские привычки остаются крепкими в укладе жизни и в быту. Такое положение, собственно, оправдано в условиях небольшого поселения.
Чугунное художественное литьё в Холуницком горнозаводском округе получило развитие в связи с бурным ростом в Вятской губернии каменного жилищного и промышленного строительства, а также возросшей потребностью населения в предметах хозяйственно-бытового назначения.
«К середине XIX века возможности нового социального класса – купечества – в известной мере определили градостроительный почерк зодчих. Постройки возводились прочно, надёжно, «на века», и красоте их облика отводилась не последняя роль» Кроме непременных оград, обозначавших площадь владений, сами кирпичные и белокаменные особняки, оттеснившие <...> деревянные подворья, должны были чем-то выделить себя в ряду привычных построек. Этому и помогло однажды выбранное решение, оно дало простор творческой фантазии»[2].
«Поддержкой художественному промыслу по чугунному литью в Белой Холунице явились крупные архитектурные заказы по промышленному производству отливок. Этому способствовали постоянно возрастающая квалификация инженеров, мастеров и культурный уровень управленческого аппарата, который, в свою очередь, мог обеспечить высокое качество выполняемых заказов. Благодаря этим факторам Белохолуницкий завод в числе немногих Уральских заводов выдержал конкуренцию в области художественного промысла по чугунному литью»[3].
Развитию художественного промысла по чугунному литью благоприятствовала политика владельцев заводов Поклевских-Козелл. В 1897 г. Поклевские построили кирпичную литейную фабрику и активно занялись выпуском архитектурного литья. В 1890-1900-х годах они также наладили регулярное производство кабинетного литья. На это время приходится укрепление позиций буржуазии, способной оплатить высококвалифицированную художественную работу.
Ссылки:
[1] Курочкин М. В. Белая Холуница. Принципы зарождения и развития художественного литья из чугуна // Народная художественная культура : Ижевск, 1998. – с. 50
[2] Седова М. В., Пешкова И. М. Музыка, застывшая в металле. – Екатеринбург, 2002. – с.71
[3] Курочкин М. В. Белая Холуница. Принципы зарождения и развития художественного литья из чугуна // Народная художественная культура : Ижевск, 1998. – с. 52
Бытование технологии чугунного художественного литья предполагает наличие терминов, характерных для процесса литья в целом:
- Модель – вырезанный из дерева образец отливаемой детали;
- Вагранка – вид доменной печи;
- Формовочная смесь – глина с добавками, используемая для создания отпечатка деревянной модели и для последующей наливки в отпечаток расплавленного чугуна;
- Форма, полуформа – отпечаток в формовочной смеси;
- Расплав – жидкий расплавленный чугун;
- Опока – приспособление в виде ящика для удержания формовочной смеси
- Стержень – песчано-глинистый стержень заполняет будущее отверстие в детали;
- Литник, литниковая система – канал, через который заполняется расплавом полость формы;
- Выпор – канал для выведения газов из формы;
- Отливки – заготовки из отвердевшего металла, полученные при заливке формы.
Предметы, связанные с объектом нематериального наследия.
Литьё — это изготовление заготовки или изделия из жидкого материала, в частности расплавленного чугуна с заполнением им полости заданных форм и размеров с последующим затвердением. После затвердевания и охлаждения металла в форме получают отливку - заготовку детали.
Основной задачей литейного производства является изготовление литейных сплавов отливок, имеющих разнообразную конфигурацию с максимальным приближением их формы и размеров к форме и размерам детали.
Для изготовления художественных предметов практикуют литьё по выплавляемым моделям. Этот способ известен с глубокой древности. Он применяется для изготовления деталей высокой точности и сложной конфигурации, невыполнимых другими методами литья.
Модели будущих изделий для чугунного художественного литья изготавливали традиционно из дерева. Деревянные модели легки, просты в изготовлении, недороги, легко ремонтируются, но сравнительно недолговечны, так как дерево набухает или рассыхается, а также разрушается от ударов.
Процесс изготовления деревянных моделей состоит из следующих основных операций: 1) разработка чертежа модели и модельная разметка. Модель вычерчивают в натуральную величину на листе фанеры; 2) изготовление заготовки, обработка ее и сборка модели; 3) зачистка, проверка размеров, окраска и контроль модели. Модели, как правило, делают из двух разъемных частей, соединяющихся с помощью штырей.
Для создания фигурных элементов, которые вырезались вручную, использовались следующие инструменты: стамески, специальные ножи, специальные пилы, лучковые пилы, рубанки, коловорот (для сверления отверстий). Современные модельщики используют ленточные пилы, электрические лобзики, дрели, сверлильные станки. Вместо рубанка с фигурными ножами используется ручной фрезер.
Литейная форма – элемент, образующий рабочую полость, при заливке которой расплавленный металл формирует отливку. Форму изготовляют из формовочной смеси, состоящей из формовочных материалов (песка, глины и добавок воды, связующих материалов и т. п.). Формовочные материалы должны иметь определенные свойства, поэтому их добывают из заранее исследованных карьеров. Литейная форма объёмных деталей состоит из двух полуформ, наложенных друг на друга.
Литейную форму изготовляют в следующей последовательности: устанавливают на модельную плиту опоку и на нее наполненную рамку, высота которой соответствует степени уплотнения формовочной смеси в форме. Из бункера засыпают формовочную смесь в опоку и рамку, уплотняют ее, затем модель извлекают из формовочной смеси. В результате образуется литейная форма. Формовочную смесь в форме уплотняют различными способами – вручную с помощью трамбовки или машинами.
Литейная опока – приспособление для удержания формовочной смеси при изготовлении литейной формы, ее транспортировке и заливке жидким металлом. Представляет собой жесткие рамки (прямоугольные, квадратные, круглые, фасонные) из чугуна, стали, алюминиевых сплавов, предохраняющие песчаную форму от разрушения во время ее сборки, транспортировки и заливки.
Литейный стержень – элемент литейной формы для образования отверстия, полости или иного сложного контура в отливке. Литейные стержни выполняют из стержневой смеси, состоящей из песка и связующих материалов. Между полостью формы и стержнем образуется пространство, заливаемое жидким металлом. После его затвердевания образуется отливка.
Литниковая система — система каналов и полостей в форме, через которые жидкий расплавленный материал-расплав подается в полость литьевой формы для литья под давлением. Литниковая система состоит из воронки или литниковой чаши, стояка, коллектора, питателей и выпора. После затвердевания расплава металла литниковая система обрубается и идёт на переплав.
Если при создании какого-то изделия необходимы полости внутри, то используют стержни. Их изготавливают из стержневой смеси. В старинной технологии художественного литья для этого применялась глина. Сложные и крупные стержни изготовляют по частям, а затем эти части склеивают и собирают в узлы, после чего ставят в форму.
Для плавки чугуна при художественном литье используется небольшая шахтная печь – вагранка. Производительность вагранок зависит от их габаритов и составляет от 1,5 до 30 т/час. Вагранка отличается от домны тем, что в ней практически не происходит химических реакций, изменяющих состав чугуна. По конструкции вагранка, в отличие от домны, как правило, имеет цилиндрическую форму. Вагранку гораздо легче, чем доменную печь, остановить для ремонта или в случае другой необходимости вследствие сравнительно небольших размеров. Вагранки нижней частью, как правило, устанавливались в крытом помещении — литейном цехе, где над крышей возвышалась лишь верхняя часть печи с характерным искрогасителем.
После заливки и охлаждения отливку выбивают из формовочной смеси и она подвергается обрубке и очистке. Литники от чугунных отливок отделяют ручным молотком пока отливка еще сохраняет высокую температуру, т.е. сразу же после выбивки отливок из форм до удаления стержней. Обрубку производят вручную с помощью зубил, пил. Обрубка является грубой обработкой. После нее все отливки подвергают зачистке с целью удаления мелких заливов, остатков прибылей. Для зачистки применяют крупнозернистые шлифовальные круги: корундовые для вязких сплавов.
Технология изготовления объекта нематериального наследия.
Изготовление художественного литья никогда не было основным производством Холуницких заводов. Оно носило вспомогательный коммерческий характер. Капитальное каменное здание литейного цеха было построено только в 1897 году, хотя художественные изделия отливали с середины XVIII века.
Процесс литья сложный, он требует разделения труда. Над художественным металлом работает художник, технолог литейного производства (в условиях современного производства), модельщик, земледел (рабочий, который готовит формовочную смесь), формовщик, плавильщик, заливщик, выбивальщик, чистильщик, чеканщик, гравер. Процесс литья длительный по времени: от 1 месяца до года. Особенно длительным является подготовительный этап.
Изготовление деревянной модели.
Традиционно на Климковском и Холуницком заводах применялась деревянная модельная оснастка. Модель изготавливалась не из цельного дерева, а из прослоек – отдельных элементов. Дело в том, что цельное дерево дает трещины по волокнам. Метод послойного склеивания увеличивал прочность модели. Модель должна была долго служить в агрессивной среде (в старые времена это конский навоз, в современном производстве – едкий натрий и другие химические вещества).
Модельщик получал заказ в виде рисунка, фотографии, чертежа или образца изделия. Опытный мастер мог сделать модель без чертежа. Мастер знакомился с изображением и «разбивал» изделие на прослойки – элементы. При изготовлении элементов модели мастер соблюдал пересечение волокон, чтобы не было коробления. В модели должно быть не менее трех прослоек. Прослойки укладывались одна на другую с поворотом волокон на 90 градусов.
Модельщики знали, в каком направлении волокон рубить материал (бревно). Это был один из секретов мастера. Использовалась древесина сосны, ели, березы, осины, липы. Элементы одной модели изготавливались из одного дерева. Дерево рубилось, как правило, зимой. Влажность древесины была 18-20 %. Для изготовления элементов модели нужна древесина с влажностью 8-10%. Поэтому перед использованием древесину надо было высушить. В процессе сушки старые мастера определяли нужную влажность интуитивно. Кроме того, мастер хорошо знал разные качества древесины: береза - твердая, дает меньше сколов, липа - мягкая, более подходящая для узоров.
Еще один секрет заключался в правильном склеивании прослоек. В старые времена использовали казеиновый клей. Его варили из костей сами мастера-модельщики по собственным рецептам. Позднее стали получать казеиновый клей в сухом виде и разводить до нужной консистенции. В современном производстве используют клей ПВА и др.
Секреты у мастеров были разные, но соблюдался один принцип – модель должна быть влагостойкой и долговечной.
После склеивания будущую модель помещали под пресс. Казеиновый клей высыхал в течение одних-двух суток, а модели, склеенные клеем ПВА, высыхают за 40мин.
Следующий этап - обработка модели инструментами или на деревообрабатывающих станках с целью получения более точной формы. Фигурные элементы вырезались вручную и с использованием специальных инструментов.
В итоге всех трудов получалась модель, близкая по контуру к предполагаемому изделию. После достижения нужного контура, мастер зачищает древесину, убирает шероховатости, шпаклюет, срезает острые углы (выполняет радиус закругления). Дело в том, что в острых углах образуются воздушные полости, в этих местах на металле образуются трещинки. В старину мастер готовил шпаклевку по своему рецепту на меловой или известковой основе. Сейчас мастера пользуются готовыми шпаклевками.
Модель подвергается пропитке, покраске. В старые времена модель варили в льняном масле. Современные мастера покрывают модель лакокрасочным покрытием и графитом, чтобы она легче вынималась из формовочной смеси.
Модели могли состоять из одной полуформы (неразъемные модели), например модели напольных плит. Разъемные модели состояли из двух половинок - полуформ, каждая из которых была зеркальным отражением другой, например, модель колонны. Как правило обе полуформы выполняет один мастер, чтобы избежать ошибок в измерении. На этот случай у мастеров есть шутка: «Один модельщик работает с плюсом, другой с минусом».


Деревянная модель столбика, покрытая краской и графитом в сборном и разъемном виде. 2013 г. Фото Екатерины Леонидовны Повышевой, 17 декабря 2013 года.
Таким образом, мастер-модельщик должен был иметь широкий спектр профессиональных умений: быть и резчиком по дереву и литейщиком. В настоящее время к мастерам–литейщикам поступают заказы в виде моделей, выполненных на 3D фрезерно-гравировальном станке. Данный станок создает модель по заданной программе. Новые технологии позволяют за 2-3 дня сделать такой объем работ, который резчик по дереву выполнял за 2-3 месяца.
Формовка.
Деревянная модель устанавливается на плотик (плоская поверхность) и накрывается опокой – металлическим ящиком, имеющим только боковые стенки.Опока вручную засыпается формовочной смесью (песок, глина и другие ингредиенты, в т.ч. жидкое стекло). В XIX в. применялся следующий состав: глина – 10 решеток, песок – 1 решетка, конский навоз – 2-3 решетки. На первом этапе опока заполняется на ¼ части и уплотняется вручную трамбовкой (деревянный инструмент в форме песта). На современном производстве используется инструмент пневмотрамбовка.
Далее опока заполняется наполовину и снова уплотняется. Затем она заполняется уже полностью и уплотняется окончательно. Поверхность выравнивается лопатой.
Заполненная опока снимается с плотика, переворачивается и устанавливается на ровную горизонтальную поверхность. Нижняя опока накрывается верхней опокой такого же размера. На нижнюю модель устанавливается верхняя модель (нижняя модель является зеркальным отражением верхней, если отливаемая деталь симметрична).
Устанавливается литниковая система, состоящая из стояка (раньше деревянный, в настоящее время - алюминиевая конусообразная модель) и выпора (канал для выхода газов из формы, выполняется с помощью специальных моделей).
Процесс формовки повторяется: верхняя опока заполняется также как нижняя: на одну четверть, половину и полностью. Удаляются выступающие деревянные элементы литниковой системы (стояки, выпора). Поверхность зачищается лопатой.
Раскрытие опок и извлечение модели.
Верхняя опока снимается и устанавливается рядом с нижней. Модельную оснастку расталкивают и расколачивают с помощью бруска и расколотки (деревянного молотка). На этом этапе в полной мере проявляется искусство формовщика: от степени уплотнения формовочной смеси зависит процесс расколачивания.
Наступает ответственный момент: модель извлекается из формы специальными крючками или штырями. Для этого на модели допускают специальные отверстия. Деревянные питатели извлекаются. Если нет деревянных питателей, они прорезаются вручную специальной лопаткой типа мастерка. Деревянные модели и литниковая система извлечены из опок.
В процессе извлечения в формовочной смеси возможны обвалы, обрывы. В этом случае формовщик ремонтирует форму: заделывает обрывы, уплотняет, замазывает, затирает неровности. Возможна подчековка – заполнение вручную незаполненных формовочной смесью поверхностей. Исправление дефектов формовки заканчивается.
Нижняя опока закрывается верхней по штырям. Штыри вставляются в специальные уши или по углам опок для центрации, чтобы не было смещения. Возможно закрепление опок скобами. На верхнюю опоку помещается груз (металлические прямоугольники или гири) по диагонали. Над отверстием стояка устанавливается воронка.
Пока готовится форма, идет варка металла.
Плавка чугуна в вагранке.
Вагранка – уменьшенный вариант доменной печи. Это металлическая труба, установленная на стойках, имеющая три уровня. Нижний уровень называется горно. Он имеет два желоба (летки), верхний и нижний. По нижнему желобу двигается металл.Над горном находится второй уровень и третий (завалочный). Над третьим уровнем сооружается козырек. На втором уровне имеются смотровые окошки. В завалочном уровне имеется большое окно. Внутри вагранка выложена шамотным (огнеупорным) кирпичом.
На дне горна имеются створки. Щели на дне промазываются специальным составом. Дно горна засыпается песком под углом по нижнему уровню летки. В нижней части горна имеется маленькое окно, которое запечатывается огнеупорным кирпичом. Через завалочное окно закладываются сухие доски и поджигаются. Засыпается кокс (каменный уголь), температура горения которого достигает 2400 градусов по Цельсию.
Кокс засыпается выше смотровых окошек. Подается воздух. Через завалочное окно закладывается литейный чугун и чугунный лом, сверху засыпается коксом. По мере сгорания кокса чугун в виде капель опускается на песок (температура плавки песка – 2100 градусов, температура плавки чугуна - 1350-1400 градусов).
Заливка металла в форму.
По мере заполнения горна мастер производит слив металла и шлака. Вагранщик пробивает заостренным ломом отверстие над нижней леткой, металл стекает по летке в металлический ковш, покрытый изнутри огнеупорной смесью. По мере заполнения ковша вагранщик закрывает отверстие ломом или песчаным карандашом. Ковш (ручник) имеет ручку с одной стороны и раздвоенную ручку (типа носилок) с другой. Ковш к форме подносят два человека, производят заливку в воронку стояка. Уровень залива определяют по выпору и стояку: они должны быть заполнены металлом.
Металл остывает, темнеет. Художественное литьё доводят до полного остывания во избежание трещин.
Сохранилась информация о кустарном способе выплавки чугуна, применявшемся мастерами в Вятской губернии:
Роют яму глубиной до 0,5 м., уплотняют её глиной. На дно ямы закладывают древесный уголь (березовый). На уголь засыпают болотную руду. Руду покрывают слоем угля. Температура горения древесного угля достигала 1400 градусов. Толщина верхнего слоя угля зависела от того, какой чугун нужно было получить. В процессе плавки на дне ямы образуется литейный или передельный (идет на переделку в железо) чугун.
На поверхности расплавленной массы возникает корка или флюс (шлак). Шлак убирают счищалкой (тип лопаты в виде ковша). Металл заливают в форму черпаком.
Очистка отливки.
После охлаждения отлитого изделия происходит выбивка - извлечение полученной заготовки из формовочной смеси. Опока разбирается, смесь разбивается. В современном производстве используют выбивные вибрационные решетки.
Отливку нужно зачистить. Литниковая система обрубается: в XIX веке это делали специальным молотком, а в XX веке – шлифовальной угловой машинкой. Остатки формовочной смеси удаляют металлическими щетками, зубилом.
В современном производстве используется дробеструй и пескоструй (деталь помещается в камере, куда под большим давлением на обрабатываемую поверхность подается дробь или песок).
Далее металл должен «отдохнуть», чтобы снять внутреннее напряжение после чистки. Деталь выкладывается на воздух на время до 12 час. В современных условиях используют отжигательные печи. Этот процесс называется «состаривание чугуна».
После этого производится окончательная зачистка - доведение отливки до товарного вида. Поверхность изделия сглаживается, гравируется. Для этого применяют наждак, напильник, шлифовальный круг, зубильца.
Все этапы технологии производства чугунного литья записаны со слов Сергея Андреевича Чеплашкина, инженера-конструктора литейного производства, руководителя металлургической группы Белохолуницкого машиностроительного завода, а с 2012 г. - генерального директора общества с ограниченной ответственностью «Промышленное литьё БХМЗ». Также использован опыт мастерской Виталия Геннадьевича Еремина и Алексея Владимировича Лопатина (неполный технологический цикл).
До наших дней дошли записи с Совещания горных инженеров, которое проходило в Белой Холунице 12,13 и 14 марта 1899 года.
Из доклада Белохолуницкого заводского механика Константина Ивановича Семенова можно узнать некоторые подробности о процессе художественного литья на Холуницких заводах: «Для целей литейного производства Белохолуницкий завод пользуется исключительно чугунами Климковского завода, принадлежащего тому же владельцу и находящегося в 30 верстах от Белой Холуницы». Это так называемые мягкие серые и тёмно-серые чугуны. Излом чугунов – мелкозернистый.Формовочная земля, имеющая очень мелкое зерно, заготовлялась в 15 верстах от завода около села Пантыл.
Докладчик охарактеризовал эту землю прекрасным формовочным материалом, идущим на формовку ажурных пепельниц, полочек, рамок: «Представляя прекрасный формовочный материал, она расходуется в литейной, благодаря сравнительной дороговизне, в небольшом количестве и главным образом на формовку самых тонких вещей, в числе коих ажурные вещи (тарелочки, шкатулки и т. д.) занимают первое место».
Для формовочного литья землю просеивали через медные сита:«Для какого бы рода формовки не употреблялись вышеописанные формовочные материалы, они всегда перед формовкой подвергаются просеиванию. <...>; Наконец для ажурных мелких вещей формовой материал требуется тщательно просеянный, для чего употребляются медные сита с отверстиями в ¾-1 мм».
Для изготовления других формовочных смесей глину привозили из Чёрной Холуницы. Смесь делали в таких пропорциях: формовочная глина 10 решёток плюс одна решётка песка и 2-3 решетки конского навоза. В деревянном месильном ящике подростки топтали её ногами, пока не получится однородная масса. Такая формовочная смесь шла на крупные вещи – решетки, балясины, лестничные плиты, мебель.
Отсюда же можно узнать, что в литейном цехе Холуницкого завода – отражательная печь с дутьём, шахтная вагранка, вагранка системы ИРЕЛАНД и маленькая вагранка – небольшая коническая шахтная печь, выложенная изнутри огнеупорным кирпичом и обшитая кожухом из тонко-котельного железа. Высота вагранки – 2 аршина. Вагранка служит исключительно для переплавки чугуна на мелкие вещи. Все вагранки действуют на антраците и древесном угле.
Модели по исполненным чертежам готовятся в столярном отделении механической фабрики. Для вещей простых с гладкими поверхностями идёт в дело главным образом берёза и сосна, а для разных вещей со сферическими поверхностями - липа. Дерево должно быть хорошо просушено. «Все модели подвергаются строгой поверке по чертежам и если исполнены удовлетворительно, закрашиваются для прочности красной краской и отправляются в литейный цех».
По данным Совещания на 1899 год в литейке работало 52 человека (35 формовщиков, 2 стерженщика, 5 печников, 10 подростков, 2 слесарей). Использовали двух лошадей, за которых платили.
Библиография:
Из фондов МБУК «Белохолуницкий краеведческий музей»:
- Варакин, А. А. Литейное производство на Холуницких заводах (XIX в.). [машинопис. текст] / Алексей Александрович Варакин // Фонды МБУК «Белохолуницкий районный музей». Папка В;
- Варакин, А. А. Литейный цех Белохолуницкого завода с 1917 по 1992 гг. [машинопис. текст] / Алексей Александрович Варакин // Фонды МБУК «Белохолуницкий районный музей». Папка В;
- Сомов, Н. П. Сборник материалов по истории Белохолуницкого завода по производствам: железоделательному, сельскохозяйственному машиностроению и подъемно-транспортному оборудованию. 1764-1964 гг. [неопубл.] / Николай Петрович Сомов // Фонды МБУК «Белохолуницкий районный музей»;
- Тетенькина, Н. С. Экскурсия по залу чугунного художественного литья в Белохолуницком краеведческом музее [рукопись] / Нина Семёновна Тетенькина // Фонды МБУК «Белохолуницкий районный музей»;
Публикации и издания:
- Курочкин, М. В. Белая Холуница. Принципы зарождения и развития художественного литья из чугуна / Михаил Валентинович Курочкин // Народная художественная культура : Ижевск : изд-во Удмуртского ун-та, 1998. – С. 49-52 : фото;
- Курочкин, М. В. Архитектурно-художественный металл Вятско-Камского региона (кон. XVII – нач. XX в.) [машинопис. текст] / Михаил Валентинович Курочкин // Фонды МБУК «Белохолуницкий районный музей»;
- Курочкин, М. В. Традиции художественного кованого металла в архитектуре Вятской губернии конца XIX - начала XX в. / Михаил Валентинович Курочкин. – Музей и судьбы : сб. материалов конф. и чтений 2001-2009 гг / МУК «Слободской музейно-выставочный центр». – Слободской, 2011. – С. 53-55;
- Курочкин, М. В. Художественное чугунное литьё Холуницкого Горнозаводского округа Вятской губернии / Михаил Валентинович Курочкин // Сохранение, использование, популяризация и государственная охрана объектов культурного наследия Кировской области : сб. материалов VI обл. науч.-практ. конф., посв. Международному дню охраны памятников и исторических мест / МБУК «Белохолуницкий краеведческий музей Кировской области». – Киров : О-Краткое, 2013. – С. 94-102;
- Малаева, З. Редкости из Белой Холуницы / Малаева Замира Гафаровна // Антиквариат, предметы искусства и коллекционирования. – 2003. – март-апрель. – С. 85-87 : фото;
- Милованова, Т. В. Слободской Крестовоздвиженский Богоявленский монастырь / Милованова Т. В., Копорулин М. Ю. // Слободской и слобожане : сб. науч.-практ. конф. – Слободской, 1997. – С. 26;
- Павлов, М. А. Воспоминания металлурга. Часть первая и вторая / академик Михаил Александрович Павлов. – Киров, 1992. – 316 с.;
- Повышев, И. А. Участие изобретателей Белохолуницкого машиностроительного завода в создании шедевров чугунного художественного литья / Повышев Игорь Анатольевич // Музей и судьбы : сб. материалов конф. и чтений 2001-2009 гг / МУК «Слободской музейно-выставочный центр». – Слободской, 2011. – С. 88-89;
- Повышев, И. А. и др. Твоих оград узор чугунный / Повышев Игорь Анатольевич // Музей и судьбы : сб. материалов конф. и чтений 2001-2009 гг / МУК «Слободской музейно-выставочный центр». – Слободской, 2011. – С. 55-57;
- Порошин, И. В. Белая Холуница / Порошин Игорь Владимирович. – Киров, 1991;
- Порошин, И. В. Святые врата, лестница, бордюры / Порошин Игорь Владимирович // Холуницкие зори. – 1998. – 23 июня;
- Порошин, И. В. Кружева из чугуна / Порошин Игорь Владимирович // Слободские куранты. – 1998. – 11 июня;
- Порошин, И. В. Наградить медалью / Порошин Игорь Владимирович // Холуницкие зори. – 1992. – 5 декабря;
- Порошин, И. В. Холуницкое литьё - на выставке в Москве / Порошин Игорь Владимирович // Холуницкие зори. – 2004. – 21 февраля;
- Порошин, И. В. Творения Холуницких умельцев / Порошин Игорь Владимирович // Красное знамя – 1969. – 29 сентября;
- Порошин, И. В. Отлито в Холунице / Порошин Игорь Владимирович // Холуницкие зори. – 1995. – 11 ноября;
- Порошин, И. В. Холуницкие заводы и церковь / Порошин Игорь Владимирович // Слободской и слобожане : сб. науч.-практ. конф. – Слободской, 2001. – С. 21-24;
- Седова, М. В. Музыка, застывшая в металле / Маргарита Владимировна Седова, Инна Михайловна Пешкова. – Екатеринбург : изд-во ООО «Корпорация «Левъ», 2002. – 128 с. : фото, илл.;
- Семёнов, К. Чугунолитейное производство в Белохолуницком заводе / Семёнов Константин Иванович // Журнал XIII совещания гг. инженеров Вятского горного округа в Белохолуницком заводе 12,13 и 14 марта 1899 г. с приложениями к нему. – Вятка : Губ. тип., 1902. – С. 50-79;
- Тетенькина, Н. С. Новые выставки / Нина Семёновна Тетенькина // Холуницкие Зори. - 1997. - 6 февраля;
- Тинский, А. Г. Планировка и застройка города Вятки в XVII-XIX веках / Анатолий Гаврилович Тинский. – Киров: Волго-вят кн. изд., 1976;
- Тинский, А. Г. Чугунные узоры / Анатолий Гаврилович Тинский // Красное знамя. – 1970. – 26 ноября;
- Чугунное художественное литьё мастеров Холуницких заводов конца XIX – начала XX века [буклет] / МБУК «Белохолуницкий краеведческий музей». – Белая Холуница, 2008;
- Частица России. – 2 изд, испр. и доп.– Киров : ОАО «Кировская областная типография», 2008. - 192 с., илл.;
- История холуницкого железа [электронный ресурс] http://www.bhmuseum.ru/history/istoriya-holunitskogo-zheleza10.
ВИДЕО: https://www.youtube.com/watch?v=W3C4P-9fvdQ&t=4s
Персоналии.
Исполнители-реконструкторы:
- Чеплашкин Сергей Андреевич – инженер-конструктор литейного производства ОАО «Белохолуницкий машиностроительный завод» (2000-2003 гг); руководитель металлургической группы ОАО «Белохолуницкий машиностроительный завод» (2003-2012 гг); генеральный директор ООО «Промышленное литьё БХМЗ» (с 2012 г.);
- Еремин Виталий Геннадьевич, Лопатин Алексей Владимирович - мастера–модельщики. Россия, Кировская область, г. Белая Холуница
Исследователи:
- Курочкин Михаил Валентинович (1971 г. р.) - доцент кафедры компьютерных технологий Института искусств и дизайна ФГБОУ ВПО «Удмуртский государственный университет», сотрудник музея университета; г. Ижевск;
- Полюшкин Юрий Сергеевич (1959 г. р.) – коллекционер-исследователь, г. Киров; intraserv@malta.kirov.ru
Эксперты:
- Малаева Замира Гафаровна – старший преподаватель кафедры теории и истории искусства Российского гуманитарного университета, эксперт по атрибуции культурных ценностей Министерства культуры Российской Федерации по предметам быта XVII – XXI веков, г. Москва;
- Повышев Игорь Анатольевич (1935 – 2000 гг.) – доктор технических наук, член Российского отделения ЮНЕСКО, академик Российской академии естественных наук, г. Санкт-Петербург;
Организация-хранитель:
- Муниципальное бюджетное учреждение культуры «Белохолуницкий краеведческий музей». 613200 Россия, Кировская область, город Белая Холуница, улица Усатовой, дом 2; тел. (83364) 4-30-84; Электронная почта: bhmuzey@mail.ru; Сайт http://www.bhmuseum.ru
Сохранение и использование:
- Мастерская Виталия Геннадьевича Еремина и Алексея Владимировича Лопатина с неполным технологическим циклом. Копируют старинные изделия. Производство носит эпизодический характер.
Популяризация:
- Постоянная экспозиция «Художественное чугунное литьё» в Белохолуницком краеведческом музее. Россия, Кировская область, город Белая Холуница. Проведение экскурсий, музейных занятий.
- Изделия художественного литья Холуницких заводов представлены как экспонаты в музеях Кировской области, г. Кирова, г. Екатеринбурга и других.
- Межрегиональный Фестиваль железа. Организаторы: КОГКУ «Центр развития туризма Кировской области», Министерство развития предпринимательства, торговли и внешних связей Кировской области, администрация Белохолуницкого района. Время проведения: июль 2015 г., 2 июля 2016 г.; 8 июля 2017 г.; 7 июля 2018 г.; 6 июля 2019 г.
- Районный фестиваль «Город мастеров» - 2013 год. Россия, Кировская область, город Белая Холуница. Организаторы фестиваля – администрация Белохолуницкого района.

Садовый стол и диван, отливка из чугуна (копия отливки второй половины XIX века), представленная на районном празднике «Город мастеров» 6 июля 2013 г.
Фото Екатерины Леонидовны Повышевой.
Выставки:
- Некоторые выставки в дореволюционной России. Например, Сибирско-Уральская научно-промышленная выставка. Отдел IV. Горнозаводская промышленность: Россия, город Екатеринбург, 1887 год. Технология Холуницких заводов отмечена Большой серебряной медалью «За очень хорошее качество сортового железа и за чугунное литьё»
- Выставка, приуроченная к 300-летию Уральских заводов «Русское художественное литьё из чугуна XIX - XX вв. Прошлое и настоящее»: Москва, усадьба графа Остермана, Музей декоративно-прикладного и народного искусства. 16 декабря 2003 - 2 февраля 2004 г. На выставке представлены доклады Юрия Сергеевича Полюшкина о Горнозаводском Холуницком округе и Михаила Валентиновича Курочкина о развитии художественного литья в Вятской губернии и на Холуницких заводах.
- Экспозиция русского художественного литья: Россия, город Киров, Вятская кунсткамера, 2006 год. Представлена коллекционером Юрием Сергеевичем Полюшкиным.
Научно-практические конференции:
- Шестая научно-практическая конференция «Слободской и слобожане»: Россия, Кировская область, город Слободской. 2005 год. Доклад М. В. Курочкина «Художественное чугунное литьё Холуницкого горного округа»;
- Шестая областная научно-практическая конференция, посвящённая Международному дню охраны памятников и исторических мест: Россия, Кировская область, город Белая Холуница, 18-19 апреля 2013 г. Доклад М. В. Курочкина «Художественное чугунное литьё Холуницкого горнозаводского округа Вятской губернии»;
- Научно-практическая конференция, посвящённая 115-летию С. М. Луппова: Россия, Кировская область, город Слободской. 2008 г. Доклады М. В. Курочкина «Традиции художественного кованого металла в архитектуре Вятской губернии конца XIX-начала XX веков», И. А. Повышева «Твоих оград узор чугунный»;
- Политехнические чтения, посвящённые 135-летию А. А. Полумордвинова: Россия, Кировская область, город Слободской. 2009 г. Доклад И. А. Повышева «Участие изобретателей Белохолуницкого машиностроительного завода в создании шедевров чугунного художественного литья»
Материал подготовили:
ст. научный сотрудник
МБУК «Белохолуницкий краеведческий музей»
Наталья Георгиевна Епанешникова;
зав. отделом нематериального культурного наследия
МБУК "Белохолуницкий дом культуры"
Валентина Петровна Повышева.
2016 год.
Источник: https://dk-bholunca.ru/item/753068